« Technologies numériques/Textiles/Impression 3D sur tissu » : différence entre les versions
| Ligne 53 : | Ligne 53 : | ||
{| class="wikitable" style="margin:1em auto 1em auto;" | {| class="wikitable" style="margin:1em auto 1em auto;" | ||
|+ | |+ | ||
! scope="col" | | ! scope="col" |Imprimante | ||
! scope="col" |Filament | ! scope="col" |Filament | ||
! scope="col" | | ! scope="col" |Découpeuse | ||
! scope="col" | | ! scope="col" |Difficultés qui ont surgit | ||
|- | |- | ||
|Colour fab Wood fill PLA (2.85 mm) | |Colour fab Wood fill PLA (2.85 mm) | ||
|Ultimaker 2+- | |Ultimaker 2+-Taille de buse 0.4 mm | ||
|Cura | |Cura | ||
| | | | ||
* | *Colmatage incessant avec l'imprimante Flsun v400 | ||
* | * Le filament s'est brûlé plusieurs fois dans la buse du Flsun. | ||
* | *Surextrusion avec la buse de 0.8-UMP(Imprimante Ultimaker) | ||
* | *N'adhérait pas sur le lit d'impression-UMP | ||
|- | |- | ||
|Glow in the dark PLA (1.75 mm) | |Glow in the dark PLA (PLA qui brille dans le noir) (1.75 mm) | ||
|Flsun v400 | |Flsun v400 | ||
|Cura | |Cura | ||
| | |Pas de difficultés en particulier, le filament a fonctionné comme du PLA régulier. | ||
|- | |- | ||
|Photochromatic PLA (1.75 mm) | |Photochromatic PLA(PLA photochromatique) (1.75 mm) | ||
|Flsun v400 | |Flsun v400 | ||
|Cura | |Cura | ||
| | |Pas de difficultés en particulier, le filament a fonctionné comme du PLA régulier. | ||
|} | |} | ||
<div class="center" style="width: auto; margin-left: auto; margin-right: auto;">Tableau 1. Filament | <div class="center" style="width: auto; margin-left: auto; margin-right: auto;">Tableau 1. Filament utilisé</div> | ||
Notez bien: Les filaments spéciaux sont abrasifs et peuvent endommagés sévèrement la buse. | |||
==Getting Started== | ==Getting Started== | ||
Version du 23 août 2024 à 19:36
Avant-Propos
L’impression 3D est si polyvalente qu’elle peut également être incorporée au tissu, créant ainsi des caractéristiques futuristes.
Il a prospéré dans l’industrie de la mode et de nombreuses marques célèbres fabriquent et vendent actuellement des vêtements imprimés en 3D.
L'impression 3D vous permet de créer vos propres motifs pour vos vêtements et de les personnaliser à votre guise.
Divers applications de l'impression 3D sur tissu sont notamment les déguisements des cosplayers, des chaussures, des bijoux et vous pouvez même raviver vos anciens chandails en ajoutant des beaux motifs d'mpression 3D qui peut certainement peut donner vie à vos créations.
Cet article vous donnera un aperçu sur les étapes à suivre pour faire une impression 3D sur tissu .
Trois exemples sont couverts, cependant la technique demeure la même.
Exemples d'impression 3D sur tissu
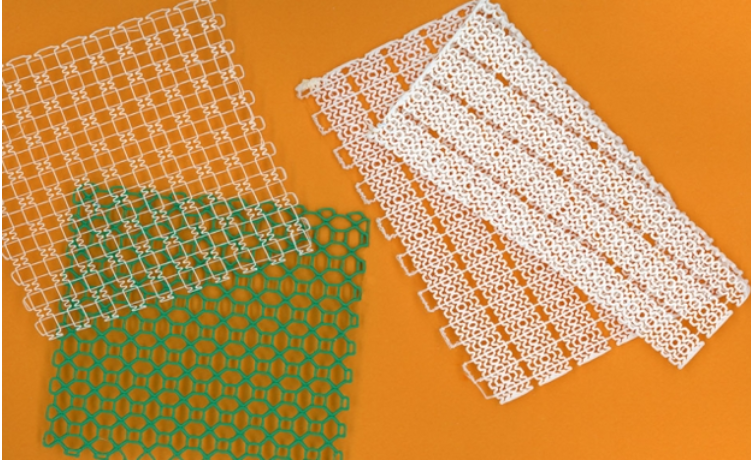
Les figures suivantes démontrent les résultats.
Écailles de dragon
Les écailles de dragon sont inévitable quand on confectionne les déguisements de cosplayers.
De plus, leur allure féerique serait plaisant aux fans de la fantaisie.
Comme démontrée dans la photo, vous pouvez créer vos propres tissus avec des écailles de dragon en incorporant votre tissu entre les deux parties imprimées.
Figure 2. Les écailles de dragon
Les hexagones qui brillent dans le noir
Les hexagones font une belle motif qui pourrait être idéales pour confectionner des bijoux.

Les boutons-pression photochromatiques
Les boutons-pression pourrait révolutionner la manière dont on utilise les boutons qui sont généralement cousus sur vos chemises.



Une variété de filament a été utilisée pour ce projet. Vous pouvez utiliser le matériel de votre choix et faire les changements nécéssaires dans votre découpeuse.
Les filaments utilisés
Le tableau suivant démontre les imprimantes qui étaient utilisés avec les différents types de filaments et aussi les difficultés qui ont surgit durant l'impression.T
L'imprimante, Flsun v400 était le premier choix pour imprimer les trois exemples car elle est plus rapide et convient idéalement au filaments qui font 1,75 mm d'épaisseur , malheureusemnt, un des filaments, le 'Woodfill PLA' n'a pas bien fonctionné avec cette imprimante.,
| Imprimante | Filament | Découpeuse | Difficultés qui ont surgit |
|---|---|---|---|
| Colour fab Wood fill PLA (2.85 mm) | Ultimaker 2+-Taille de buse 0.4 mm | Cura |
|
| Glow in the dark PLA (PLA qui brille dans le noir) (1.75 mm) | Flsun v400 | Cura | Pas de difficultés en particulier, le filament a fonctionné comme du PLA régulier. |
| Photochromatic PLA(PLA photochromatique) (1.75 mm) | Flsun v400 | Cura | Pas de difficultés en particulier, le filament a fonctionné comme du PLA régulier. |
Notez bien: Les filaments spéciaux sont abrasifs et peuvent endommagés sévèrement la buse.
Getting Started
Preparing your model
A 3D CAD software, such as Onshape can be used to build up your model from scratch.
Or you can find some readily available designs online on Thingiverse.
Note: The dragon scales and the hexagons were from Thingiverse.
-Dragon scales[1]
-Hexagons[2]
-Snap buttons[3]
Slicer
Now you must bring your model to your slicer.
To use the slicer:
- Download the slicer you will need for free or use one of Makerspace's computers. In our example we will be using Ultimaker Cura.
- Bring your model to your slicer. Remember to save your file as STL.
Print settings
The following table shows the changes made in the print settings; all other settings were left the same.
| Dragon scales | Hexagons | Snap buttons | |
|---|---|---|---|
| Material | Wood fill PLA colorFabb Woodfill | Generic PLA | Generic PLA |
| Nozzle size | 0.4 mm | 0.4 mm | 0.4 mm |
| Infill pattern | Grid | Grid | Grid |
| Infill density | 10 % | 10 % | 10 % |
| Layer height | 0.15 mm | 0.20 mm | 0.15 mm |
| Print speed | _ | 150 mm/s | 150 mm/s |
| Build-plate adhesion | None | None | None |
| Printing temperature | _ | 210 °C | 210 °C |
| Build-plate temperature | _ | 60 °C | 60 °C |
Additionally, to facilitate the printing process after incorporating the fabric,
Go to Custom --> All in the Print settings and enable the following:
- Enable Retraction-reduces stringing,
- Z Hop when retracted-prevents nozzle from dragging along surface,

Note: For the Ultimaker printer, you may have to clean the build plate and adjust its level if your filament is not adhering to it.
- To clean: Use the cleaner available and paper towels and carefully wipe the build plate.
- To adjust level: At the Ultimaker printer go to Maintenance -> Build plate and follow the instructions given.
Calibrating the build-plate:
Calibrating the plate may be necessary when dealing with specialty filament, more information can be found on the following link.
Gathering materials
Before starting your print, ensure that you have the following materials:
- Fabric
- Tape
- Scissors
- Ruler
After gathering your materials,
- Measure out the amount of fabric you would need and cut it out.
Note: Your fabric should be smaller than the print area.
- The fabrics used were tulle and a woven fabric.
Starting your print
Note that the printing will be in two stages.
The first stage will be before the fabric is embedded in the 3D printed part and the second stage will be after its incorporation.
- Save your model and bring it to the printer.
- Switch on the printer and do the necessary configuration depending on the material you are using.
- Begin print.
Let it print the first two layers of your model as shown below:

- Pause your print
Incorporating your fabric
- Place your fabric on the part that has been printed.

- Resume print and watch your 3D printing fabric being formed.
Note: Tulle is a mesh fabric, the first 3D printed part can adhere to the second 3D printed part between the little holes in the fabric, causing the latter to be securely held.
On the other hand, holes need to be made for other fabric types such as woven fabrics to enable the fabric to be stuck between the 3D printed parts.
Perforating woven fabric
The following steps demonstrate how and what kind of holes should be made in your fabric:
- Measure the amount of fabric you would need
- We will use the laser cutter to cut out the fabric, you can use Inkscape to make the perforations.

Note: This design was used to maximize cohesion.
- Iron your fabric and lay it on a piece of MDF. Tape it securely into place.

- Configure the properties as follows:
Note: Laser Cutter used: Epilog Mini
The properties depend on the fabric used:
Vector Settings:
- Speed: 100 %
- Power: 10 %
- Frequency: 150 Hz
- Begin cut:

The different configurations will vary depending on the printer, the material or the type of fabric you are using for your project.
Yet, the overall process for 3D printing on fabric remains similar, that is, you should incorporate your fabric in between the two stages of printing.
Applications de l'impression 3D sur tissu.
The following examples demonstrate how you can apply this concept:



Références
- ↑ https://www.thingiverse.com/thing:3470986/files
- ↑ https://www.thingiverse.com/thing:4603936/files
- ↑ https://www.instructables.com/How-to-3D-Print-Onto-Fabric/