Technologies numériques/Thermoformage sous vide
Le thermoformage sous vide est un procédé de fabrication, utilisé pour donner forme à une feuille de plastique chaude, autour d'un moule en employant la force du vide. Le plus grand avantage s'agit d'une production rapide des pièces, avec un post-traitement minimal.Il existe différentes méthodes de thermoformage.
Le moule, aussi appelé l'outil peut être mâle ou femelle. Les outils mâles sont utilisés si on cherche de la précision à l'intérieur de la piéce.
Les outils femelles, souvent employés avec des bouchons, sont utilisés pour une précision à l'extérieur de la pièce.La plupart des moules industriels sont usinés à partir de blocs métalliques, tel que l'aluminium.
Néanmoins, l’utilisation de moules usinés peut s’avérer coûteuse car ils sont difficiles à fabriquer et nécessitent un long délai de mise en oeuvre. Si l’outil doit être remplacé ou modifié, cela peut créer beaucoup de temps d’arrêt. C’est là où les moules imprimés en 3D seront utiles. Ils ne sont pas aussi durables que les moules usinés, mais sont idéaux pour un prototypage rapide. Le problème avec les moules imprimés en 3D c'est que le filament s'agit aussi d'un thermoplastique qui fond sous l’effet de la chaleur.
Alors, comment conserver l’intégrité de votre moule lorsqu’il entre en contact avec une feuille de plastique très chaude ?
C'est ce que nous aborderons dans ce document; comment préparer vos moules pour qu'ils fonctionnent le mieux possible pendant le processus de thermoformage sous vide.
La modélisation 3D de votre moule
Pour réssir au thermoformage, il faut commencer bien avant qu'on utilise la machine.Un bon moule est la fondation d'une bonne pièce, avec des petites complications en cours de route.
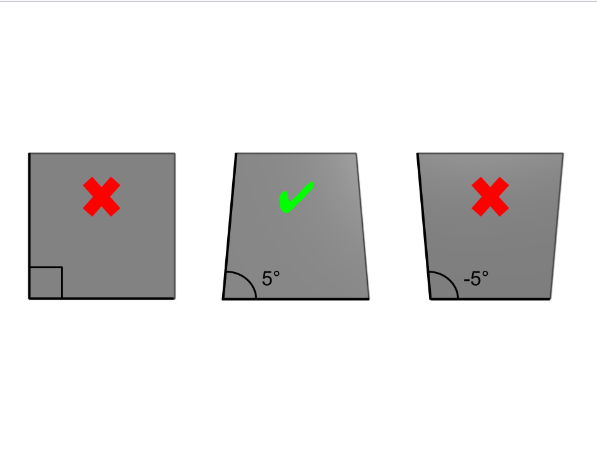
Angles de dépouille
Lors du formage sous vide de votre pièce, vous voudriez éviter que votre moule ne reste coincé dedans. Pour échapper à ce problème, nous appliquons des angles de dépouille sur tous les côtés du modèle 3D, afin de faciliter le démoulage du moule. L'angle recommandé est de 5° à 7° pour les moules mâles et de 2° à 3° pour les moules femelles.
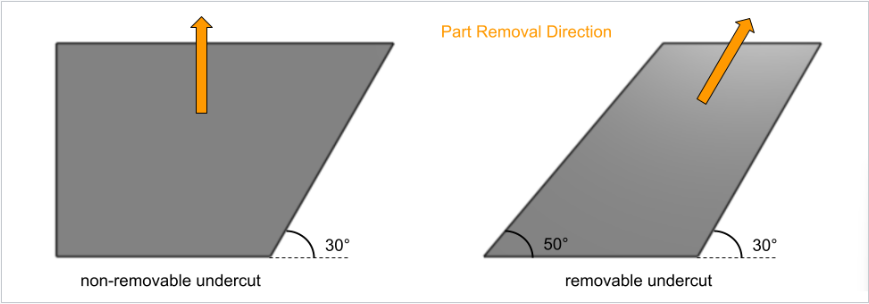
Contre-dépouilles
De la même manière que nous appliquons des angles de dépouille, nous évitons les contre-dépouilles pour éviter que notre moule soit coincé. Une bonne façon de les éviter serait de vous demander si votre pièce 3D aurait besoin de supports. Si c'est le cas, il y a de fortes chances que votre moule reste coincé dans votre pièce formée sous vide.
Profondeurs possibles
Une feuille de plastique n'a seulement une certaine quantité de matériau disponible pour former un moule. Il y a une limite à la quantité qu'un matériau est capable de dessiner. There is a limit to the amount a material is capable to draw.Il y a des formules et des consignes disponibles pour déterminer cette limite. . When it comes to cavities, the maximum depth should not exceed 75% of the opening.-------------------

Draw Ratio
Similarly as cavities, there is a maximum height you can have with your mold for a given sheet thickness. If you want your wall thickness of your final part to be a certain thickness, then you will use the draw ratio to find out which sheet thickness is best suited for your project. Here are the steps to calculate the draw ratio:
- Step 1: Calculate the surface area.
Using a CAD modeling software, you can easily get the surface area of your mold. If you do not have the exact number, you can approximate it by taking general measurements and assuming it as a simple geometry.
-Step 2: Calculate the footprint.
The footprint is the heated area of the plastic sheet and can be easily found if you know the dimensions of your machine.
-Step 3: Calculate the draw ratio.
To find the draw ratio, divide the surface area by the footprint.
Whichever number you end up with, you can multiply it by the desired wall thickness to find the starting gauge of your plastic sheet.
Arêtes / Congés
À chaque fois que vous créez une pièce pour le thermoformage, vous devriez éviter autant que possible les arêtes ou les angles vifs. Le plus épais votre plastique est, le moins capable il serait pour prendre la forme de ces coins vifs. Le moins épais est votre matériau, le plus il est susceptible de s'étirer excessivement.
.png)
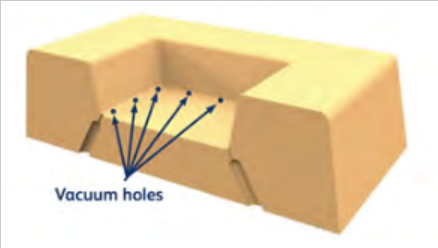
Trous d'aération
Afin que la feuille de plastique puisse prendre la forme de votre moule, il faut que l'air puisse s'échapper entre eux. Pour y parvenir, nous mettons en place des trous d’aération à des endroits stratégiques. En général, ces emplacements impliquent toute zone plus basse que la région environnante, par exemple les cavités, où une poche d'air peut facilement se former. Les trous d'aération doivent être espacés d'au moins 25 mm et leur diamètre doit être d'environ 1 mm, pour les feuilles jusqu'à 2 mm d'épaisseur ,et de 1,5 mm de diamètre, pour les matériaux de plus de 2 mm d'épaisseur. Les matériaux de moins de 1 mm d'épaisseur nécessiteraient des trous de 0,75 mm, comme le polypropylène qui aura tendance à rechercher des trous ou des espaces dans l'outillage.
Vous pouvez aussi ajouter des trous d'aération directement dans votre modèle 3D ,mais cela augmentera davantage le temps d'impression.Il est plus recommandé de percer les trous manuellement avec la bonne taille de foret et l'équipement de protection approprié. Visitez la page VAQUFORM (en anglais) où on parle en profondeur sur les trous d'aération.
Paramètres d'impression
Une fois que votre modèle 3D est complète, il est temps de l'imprimer. C'est ce stade où les paramètres de votre découpeuse et le choix de filament contribueraient le plus à la durabilité de votre moule. Visitez la page web VAQUFORM (en anglais) pour une explication détaillée sur comment faire vos impressions.
Santé et Sécurité avec le thermoformage
La machine de thermoformage est généralement, une machine sûre qui nécéssite peu d'effort pour fabriquer des parties d'excellente qualité. Cependant, il y a toujours des aspects de la sécurité à prendre en considération.Lorsque vous côtoyez un problème avec la machine, il est important d'avertir un employé et N'ESSAYEZ SURTOUT PAS de la réparer vous-même. Les réparations et les changements à la machine doivent être faits par un membre qualifié du personnel.
Brûlures
De toute évidence, la machine de thermoformage utiliserait une chaleur pouvant atteindre 300°C pour ramollir le plastique.En conséquence, certaines parties de la machine peuvent devenir très très chaudes. Il est important de savoir quelles parties s’agit-elles et de garder les parties corporelles éloignées de ces zones.
La pièce en plastique sera également très chaude après le formage. Vous devez le laisser refroidir avant d'essayer de le tenir. Si vous devez prendre la pièce immédiatement après le formage, portez l'EPI approprié tel que des gants de protection contre la chaleur.
Pour tester si la pièce est encore chaude, approchez la face dorsale de votre main délicatement . Si vous pouvez ressentir la chaleur sans la toucher, elle esy probablement trop chaude pour être maniée. Si vous ne ressentez aucune chaleur à distance, essayez de vous rapprocher jusqu'à ce que vous puissiez la toucher rapidement sans ressentir de chaleur excessive. À partir de là, vous devriez pouvoir toucher la pièce en toute sécurité sans vous brûler instantanément et évaluer si vous pouvez la tenir ou non.
Fumées toxiques
Il est important de garder à l’esprit que quand un plastique fond, il y a des émissions de fumées toxiques. Bien qu'une machine de thermoformage ne fasse pas fondre complètement les plastiques, elle les amène au-delà de leur température de transition vitreuse, où les chaînes de polymères peuvent se déplacer et il y en a quelques qui sont subjugués au décomposition thermique. "Au cours de la décomposition thermique, les polymères se décomposent en fumées de plastique dangereuses, en acides gras et en composés de fabrication d'origine[1]." Le choix des matériaux est important non seulement pour votre projet, mais aussi pour la sécurité des personnes travaillant dans le même espace. Assurez-vous que votre matériau soit approuvé par un membre du personnel avant de l'utiliser.
Ne laissez pas les radiateurs sans surveillance et ne surchauffez pas les feuilles de plastique! Cela augmenterait le risque d'avoir des fumées toxiques échappées.
Pincement
ll existe un risque de pincement lors du fonctionnement de la machine de thermoformage. Soyez prudent lorsque vous utilisez le cadre de serrage pour éviter que les doigts ou les mains ne reste coincés. Il s’agit d’une machine à usage individuel. Soyez prudent lorsque quelqu'un d'autre est dans les alentours. Les appareils de chauffage fonctionnent également sur des rouleaux et des pistes. Vous ne devriez pas mettre vos mains sur la piste car cela s'avère être un autre risque de pincement.